
西门子6ES7241-1AA22-0XA0产品信息

M200D 电机起动器具有以下优点:
通过有关安装和更换设备时主回路、通信和 I/O 的插入功能,可提高工厂可用性
由于防护等级高达 IP65,可实现无控制柜型结构和接近电机安装
电机起动器记录实际的电流,以用于电子式电机过载保护参数设置。有关设定值超调或欠调的可靠消息可确保全面的电机保护。只需通过参数化便可定义所有电机保护功能。
由于具有 1:10 的电子式电机保护用宽设定范围,库存水平和订货成本均较低(5.5 kW 以下仅有两个设备型号)
电流设置范围较广,使单台设备可以满足不同规格的众多标准电机的要求。
提供全面的附件,包括即装即用的电缆
可以分为几个步骤手动安装 M200D 电机起动器。集成的插入式技术可以节约大量的接线成本。预组装电缆可以直接插到电机起动器模块上。
由于所有版本具有相同的按钮盒规格,因此安装简便且易于使用。
使用可选手动本地操作进行快速和用户友好的调试
通过例如在连接点和交叉点处的集成功能(如“Quick-Stop”(快停)和“Disable Quick-Stop”(禁用快停))提高处理速度
带有瞬时触点和闭锁操作功能的可选手动本地控制器,使起动更方便,维修起来更简单
1.电火花线切割机由主机、脉冲电源、控制系统和工作液系统等部分组成。主机包括床身、坐标工作台、运动机构、丝架等。床身是支承坐标工作台、运动机构及丝架和基体,应具有足够的刚度和强度,一般采用箱式结构。
电火花线切割机床*终是通过坐标工作台与电极丝的相对运动来完成对零件加工的。为保证机床精度,对导轨的精度、刚度和耐磨性有较高的要求。一般都采用“十”字滑板、流动导轨和丝杆传动副将电动机的旋转运动变为工作台的直线运动,通过两个坐标方向各自的进给移动,可合成获得各种平面图形曲线轨迹。为保证工作台的定位精度和灵敏度,传动丝杆和螺母之间必须消除间隙。
2.走丝系统使电极丝以一定的速度运动并保持一定的张力。在高速走丝机床上,一定长度的电极丝平整地绕在贮丝筒上(参考上图),丝张力与排绕时的拉紧力有关(为提高加工精度,近年来研制出恒张力装置),贮丝筒子通过联轴节与驱动电动机相连。为了重复使用该段电极丝,电动机由专门的换向装置控制作正反交替运转。
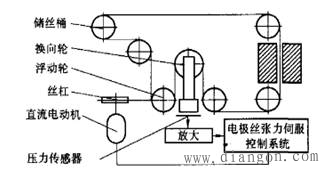
图1 恒张力走丝系统原理图
低速走丝系统如图2所示。自未使用的金属丝筒2(绕有1~3kg金属丝)、靠卷丝轮1使金属丝以较低的速度(通常0.2m/s以下)移动。为了提供一定的张力(2~25N),在走丝路径中装有一个机械式或电磁式张力机构4和5。为实现断丝时能自动停车并报警,走丝系统中通常还装有断丝检测微动开关。用过的电极丝集中到卷丝筒上或送到专门的收集器中。

图2 低速走丝系统示意图
1-废丝卷轮 2-未使用的金属丝 3-拉丝模 4-张力电动机
5-电极丝张力调节轴 6-退火装置 7-导向器 8-工件
3.为了切割有落料角的冲模和某些有锥度(斜度)的内外表面,有些线切割机床具有锥度切割功能。实现锥度切割的方法有多种,其中偏移式丝架主要用在高速走丝线切割机床上,其工作原理如图3所示。图3a为上(或下)丝臂平动法,上(或下)丝臂沿x、y方向平移,此法锥度不宜过大,否则钼丝易拉断,导轮易磨损,工件上有一定的加工圆角。图3b为上、下丝臂同时绕一定中心移动的方法,如果模具刃口放在中心“O”处,则加工圆角近似为电极丝半径。此法加工锥度也不宜过大。图3c为上、下丝臂分别沿导轮子径向平动和轴向摆动的方法,此法加工锥度不影响导轮磨损。*大切割锥度通常可达50以上。
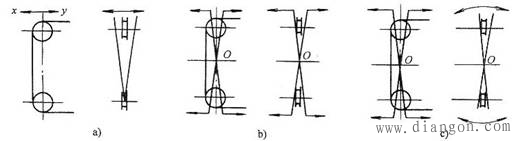
图3 偏移式丝架实现锥度加工的方法
低速走丝切割机床上广泛采用的是双坐标联动装置,如图4所示。它主要依靠上导向器作纵横两轴(称u,v轴)驱动,与工作台的x,y轴在一起构成NC四轴同时控制。这种方式的自由度很大,依靠功能丰富的软件,可以实现上下异形截面形状的加工。
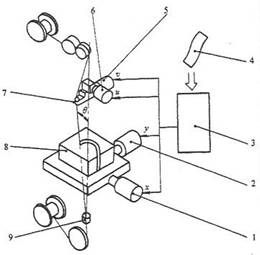
图4 四轴联动锥度切割装置
1-x轴驱动电动机 2-y轴驱动电动机 3-控制装置 4-数控纸带
5-v轴驱动电动机 6-u轴驱动电动机 7-上导向器 8-工件 9-下导向器
- 西门子6ES7253-1AA22-0XA0产品信息 2023-10-26
- 西门子6ES7277-0AA22-0XA0产品信息 2023-10-26
- 西门子6ES7235-0KD22-0XA8产品信息 2023-10-26
- 西门子6ES7232-0HD22-0XA0产品信息 2023-10-26
- 西门子6ES7232-0HB22-0XA8产品信息 2023-10-26
- 西门子6ES7231-7PF22-0XA0产品信息 2023-10-26
- 西门子6ES7231-7PD22-0XA8产品信息 2023-10-26
- 西门子6ES7231-7PC22-0XA0产品信息 2023-10-26
- 西门子6ES7231-7PB22-0XA8产品信息 2023-10-26
- 西门子6ES7231-0HF22-0XA0产品信息 2023-10-26
- 西门子6ES7231-0HC22-0XA8产品信息 2023-10-26
- 西门子6ES7223-1PM22-0XA8产品信息 2023-10-26
- 西门子6ES7223-1BM22-0XA8产品信息 2023-10-26
- 西门子6ES7223-1PL22-0XA8产品信息 2023-10-26
- 西门子6ES7223-1BL22-0XA8产品信息 2023-10-26
联系方式
- 地址:上海杨浦 上海市松江区广富林路4855弄88号3楼
- 邮编:200093
- 电话:15821971992
- 经理:聂聪
- 手机:15821971992
- 传真:021-33556143
- QQ:2724917714
- Email:2724917714@qq.com