
公司新闻
西门子6ES7232-0HB22-0XA8介绍说明
发布时间: 2023-07-25 10:40 更新时间: 2023-10-26 04:00

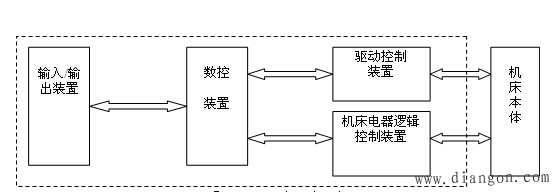
| CNC—Computerized Numerical Control 定义:借助计算机通过执行其存储器内的程序来完成数控要求的部分或者全部功能,并配有接口电路、伺服驱动装置的一种专用计算机系统。 也可解释为:一种控制系统,它能自动完成信息的输入、译码、运算,从而控制机床的运动和加工过程。 主要任务:存储程序、完成插补、将计算结果输出伺服系统,控制电机驱动机床执行机构。 CNC系统的组成:图1中虚线所示。
|
| 一、插补的概念 在数控机床中,刀具不能严格地按照要求加工的曲线运动,只能用折线轨迹逼近所要加工的曲线。 插补(interpolation)定义:机床数控系统依照一定方法确定刀具运动轨迹的过程。也可以说,已知曲线上的某些数据,按照某种算法计算已知点之间的中间点的方法,也称为“数据点的密化”。 数控装置向各坐标提供相互协调的进给脉冲,伺服系统根据进给脉冲驱动机床各坐标轴运动。 数控装置的关键问题:根据控制指令和数据进行脉冲数目分配的运算(即插补计算),产生机床各坐标的进给脉冲。 插补计算就是数控装置根据输入的基本数据,通过计算,把工件轮廓的形状描述出来,边计算边根据计算结果向各坐标发出进给脉冲,对应每个脉冲,机床在响应的坐标方向上移动一个脉冲当量的距离,从而将工件加工出所需要轮廓的形状。 插补的实质:在一个线段的起点和终点之间进行数据点的密化。 插补工作可由硬件逻辑电路或执行软件程序来完成,在CNC系统中,插补工作一般由软件完成,软件插补结构简单、灵活易变、可靠性好。 二、插补方法的分类 目前普遍应用的两类插补方法为基准脉冲插补和数据采样插补。 1.基准脉冲插补(行程标量插补或脉冲增量插补) 特点:每次插补结束,数控装置向每个运动坐标输出基准脉冲序列,每插补运算一次,*多给每一轴一个进给脉冲。每个脉冲代表了*小位移,脉冲序列的频率代表了坐标运动速度,而脉冲的数量表示移动量。 每发出一个脉冲,工作台移动一个基本长度单位,也叫脉冲当量,脉冲当量是脉冲分配的基本单位。 该方法仅适用于一些中等精度或中等速度要求的计算机数控系统 主要的脉冲增量插补方法: 数字脉冲乘法器插补法 逐点比较法 数字积分法 矢量判别法 比较积分法 *小偏差法 目标点跟踪法 单步追踪法 直接函数法 加密判别和双判别插补法 2. 数字采样插补(数据增量插补) 数据采样插补又称时间增量插补,这类算法插补结果输出的不是脉冲,而是标准二进制数。根据程编进给速度,把轮廓曲线按插补周期将其分割为一系列微小直线段,然后将这些微小直线段对应的位置增量数据进行输出,以控制伺服系统实现坐标轴的进给。  插补计算是计算机数控系统中实时性很强的一项工作,为了提高计算速度,缩短计算时间,按以下三种结构方式进行改进。 插补计算是计算机数控系统中实时性很强的一项工作,为了提高计算速度,缩短计算时间,按以下三种结构方式进行改进。1)采用软/硬件结合的两级插补方案。 在粗插补算出的每一微小直线段的基础上再作“数据点的密化”工作,相当于对直线的脉冲增量插补。 2)采用多CPU的分布式处理方案。 3)采用单台高性能微型计算机方案。 适用于闭环、半闭环以直流和交流伺服电机为驱动装置的位置采样控制系统。 主要的数字增量插补方法 直线函数法 扩展数字积分法 二阶递归扩展数字积分插补法 双数字积分插补法 角度逼近圆弧插补法 “改进吐斯丁”(Improved Tustin Method-ITM)法 三、对插补的基本要求 插补运算具有实时性,直接影响进给运动。插补运算的速度和精度是数控装置的重要指标。 对插补的基本要求: 1.插补精度(如累计误差) 2.进给速度均匀(影响表面质量) 3.(软件)插补计算的时间(影响进给速度) |
其他新闻
- 西门子6ES7231-7PF22-0XA0介绍说明 2023-10-26
- 西门子6ES7231-7PD22-0XA8介绍说明 2023-10-26
- 西门子6ES7231-7PC22-0XA0介绍说明 2023-10-26
- 西门子6ES7231-7PB22-0XA8介绍说明 2023-10-26
- 西门子6ES7231-0HF22-0XA0介绍说明 2023-10-26
- 西门子6ES7231-0HC22-0XA8介绍说明 2023-10-26
- 西门子6ES7223-1PM22-0XA8介绍说明 2023-10-26
- 西门子6ES7223-1BM22-0XA8介绍说明 2023-10-26
- 西门子6ES7223-1PL22-0XA8介绍说明 2023-10-26
- 西门子6ES7223-1BL22-0XA8介绍说明 2023-10-26
- 西门子6ES7223-1PH22-0XA8介绍说明 2023-10-26
- 西门子6ES7223-1BH22-0XA8介绍说明 2023-10-26
- 西门子6ES7223-1HF22-0XA8介绍说明 2023-10-26
- 西门子6ES7223-1BF22-0XA8介绍说明 2023-10-26
- 西门子6ES7222-1HD22-0XA0介绍说明 2023-10-26
联系方式
- 地址:上海杨浦 上海市松江区广富林路4855弄88号3楼
- 邮编:200093
- 电话:15821971992
- 经理:聂聪
- 手机:15821971992
- 传真:021-33556143
- QQ:2724917714
- Email:2724917714@qq.com
站内搜索