

西门子仪器仪表作为工业生产中不可或缺的一类产品,在日常中获得了广泛的应用,然而流量计作为一种精密仪器,在使用跟日常的维护上有许多需要引起注意的地方。电磁流量计是一种智能型仪表,它的保养尤为重要。
电磁流量计如果测量的介质长期比较污浊,那么电磁流量计在工作一段时间后,电极上就会产生污垢。当结垢物质的电导率和被测介质的电导率不同时,就会带来测量误差。污泥、油污对电极的附着,也会使仪表输出发生摆动和漂移。因此,在这种情况下我们就需要定期对电磁流量计电极进行维护与清洗。以下来介绍几种电磁流量计电极的清洗方法。
1.机械清除法
机械清除法是通过在电极上安装特殊的机械结构来实现电极清除。目前有两种形式:
一种是采用机械刮除器,用不锈钢制成一把带有细轴的刮刀,通过空心电极把刮刀引出。当从外面转动细轴时候,刮刀紧贴电极端平面转动,刮除污垢。这种刮除器可以手动,也可以用马达驱动细轴自动刮除。
另一种是在管状电极中,装上清除污垢用的钢丝刷,轴裹在密封的O形圈里,以防止流体泄露。这种清洗装置需要有人经常拉动钢丝刷来清洗电极,操作起来不是很方便。
2.电化学方法
金属电极在电解质流体中存在电化学现象。根据电化学原理,电极与流体存在界面电场,电极与流体的界面是电极/流体相间存在的双电层所引起的。对于电极与流体界面电场的研究发现物质的分子、原子或离子在界面具有富集或贫乏的吸附现象,而且发现大多数无机阴离子是表面活性物质,具有典型的离子吸附规律,而无机阳离子的表面活性很小。因此电化学清洗电极仅考虑阴离子吸附的情况。阴离子的吸附与电极电位有密切关系,吸附主要发生在比零电荷电位更正的电位范围,即带异号电荷的电极表面。在同号电荷的电极表面上,当剩余电荷密度稍大时,静电斥力大于吸附作用力,阴离子很快就脱附了,这就是电化学清洗的原理。
3.超声波清洗方法
将超声波发生器产生的45~65kHz的超声波电压加到电极上,使超声波的能量集中在电极与介质接触面上,从而利用超声波的能力将污垢击碎,达到清洗的目的。

4.电击穿法
这种方法使用交流高压电定期加到电极和介质之间,一般加30~100V。由于电极被附着,其表面接触电阻变大,所加电压几乎集中在附着物上,高电压会将附着物击穿,然后被流体冲走。从安全出发,使用电击穿法必须是在流量计中断测量、传感器与转换器间信号线断开、停电情况下将交流高压电直接在传感器信号输出端子上进行清洗。
定期对电极进行清洗,会延长电磁流量计的使用寿命。要知道,电磁流量计一旦发生故障,维修的代价会比较高,只有在平时的使用中能做到定期维护,才能减少不必要的损失,让产品的价值扩大化。
高速计数器的初始化步骤举例
以下以HSC1为例,对初始化和操作的步骤进行描述。在初始化描述中,假定S7--200已经置成RUN模式。因此,扫描标志位为真。如果不是这种情况,请记住在进入RUN模式之后,对每一个高速计数器的HDEF指令只能执行一次。对一个高速计数器第二次执行HDEF指令会引起运行错误,而且不能改变次执行HDEF指令时对计数器的设置。PS:虽然下列步骤描述了如何分别改变计数方向、初始值和预置值,但完全可以在同一操作步骤中对全部或者任意参数组合进行设置,只要设置正确的SMB47然后执行HSC指令即可。
初始化模式0、1或2
HSC1为内部方向控制的单相增/减计数器(模式0、1或2),初始化步骤如下:
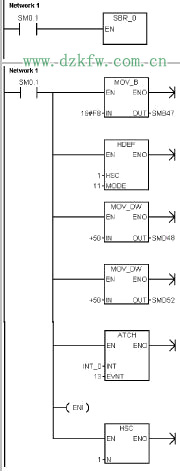
1. 用初次扫描存储器位(SM0.1=1)调用执行初始化操作的子程序。由于采用了这样的子程序调用,后续扫描不会再调用这个子程序,从而减少了扫描时间,也提供了一个结构优化的程序。
2. 初始化子程序中,根据所希望的控制操作对SMB47置数。例如:
SMB47=16#F8 产生如下的结果:
允许计数
写入新的初始值
写入新的预置值
置计数方向为增
置启动和复位输入为高电平有效
3. 执行HDEF指令时,HSC输入置1,MODE输入置0(无外部复位或启动)或置1(有外部复位和无启动)或置2(有外部复位和启动)。
4. 向SMD48(双字)写入所希望的初始值(若写入0,则清除)。
5. 向SMD52(双字)写入所希望的预置值。
6. 为了捕获当前值(CV)等于预置值(PV)中断事件,编写中断子程序,并指定CV=PV中断事件(事件号13)调用该中断子程序。
7. 为了捕获外部复位事件,编写中断子程序,并指定外部复位中断事件(事件号15)调用该中断子程序。
8. 执行全局中断允许指令(ENI)来允许HSC1中断。
9. 执行HSC指令,使S7--200对HSC1编程。
10. 退出子程序。
应用实例
实例应用2
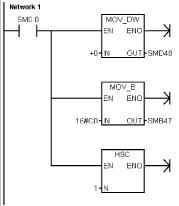
在扫描时,调用SBR0,在扫描,配置HSC1:SMB48=16#F8意思就是使能计数器、写初始值、写预置值、设初始方向为增计数、选择启动和复位输入高电平有效、选择4倍速模式、配置HSC1为带启动和复位输入的正交模式、SMD48=0表示清除HSC1的初始值。置HSC1的预置值为50。 当HSC1的当前值=预置值时,执行INT_0。 全局中断允许。执行HSC1,执行HSC1,清除HSC1的初始值、选择写入新的初始值和HSC1使能。
改造原因:
现用设备是由德国HAGGLUNDS DRIVES公司于93年底安装交付的,控制主机采用的是西门子代PLC产品S5-95U。控制机由双PLC构成,CPU和I/O模板均为冗余配置。控制机是双机一用一备,手动热备切换。由于S5产品正逐步退出市场,模块备件供给周期很长,保障性差,某些部件甚至有价无市。,三台设备的PLC都已经配置不完整,只能单机维持运行。为了保证设备满足稳定生产的需要,决定将S5升级到S7。

原S5系统的构成:
控制主机采用的是西门子S5-95U,人机界面为DAA型ITT288-240S智能信息显示器。ITT信息显示器配带有操纵按键和通讯口。可实现设备各种状态信息和报警的显示及确认,以及相关工作参数的设置和操纵指令的下发。因设备超期服役,人机界面现已经失效。固然人机界面失效不会导致全系统停机,但系统只能默认在某一模式下工作,且无法在必要时候获取系统的状态和报警信息。柜内器件,除了PLC配置不完整外,其余器件状态尚可。系统所用压力,转速,温度及液位传感器的状态不明。由于人机界面失效,状态无法显示,而且设备一直在运行,无法检测,故系统所有传感器状态不明。器件委曲能维持工作,精度较差。
改造方案:
为恢复控制设备的可维护性、兼容性和可扩展能力,消除设备这些方面的不稳定对正常生产的影响和隐患,需要对现有控制系统进行改造升级。
经业主同意,对原有控制柜进行整体升级替换。一方面是全新更换性能有保证,同时为保证施工质量和进度,整体替换也是好的选择;另一方面是原有柜体和低压器件已经没有保存的价值,在原柜体内改造,施工工期没有保障;其三整体替换用度没有增加。设备更新以控制柜端子为界,柜外保存不变,柜内全部更新。新设备的功能不变,工艺原理和操纵习惯立足原有规范,并根据积累的经验进行更新设计升级。
PLC:根据设备的工艺性能要求,PLC采用西门子经济型产品S7-200。取消双PLC的运行模式。采用单PLC模式,辅以备件,保证系统在意外之时能快速恢复工作。
HMI:人机界面采用带按键的触摸屏。除保存系统原有功能,提供更完备的信息提示和反馈,更方便的操纵。界面全部中文化。
原系统没有独立于PLC的纯手动功能。从而系统失往了在PLC失效状态下,由操纵职员进行独立处置的灵活性。因此,在新的控制系统中,增设一套纯手动功能,手动逻辑与PLC无关。在手动模式下,只有液压主泵的启停和液压机构的换向操纵可以由操纵职员根据需要强制进行,没有其他安全连锁条件。其他部分比如提升机构,液压油温等不提供手动功能。
增设一旁路信号。用途是在特殊情况下,操纵职员可以根据需要,在保证安全的情况下,人为地给其他系同一个答应开机的连锁信号。也就是在全系统的开机连锁逻辑中将炉渣破碎机的状态旁路掉。临时满足维持全系统的正常运行。

效果反馈:
控制系统S5升级改造工程于2007完工至今,设备状态及性能稳定正常,各项功能指标均达到用户的工艺要求。系统的扩充,性能的提升,设备的升级,服务的升级。
- 6ES7215-1BG40-0XB0使用方法 2023-10-26
- 6ES7214-1HG40-0XB0使用方法 2023-10-26
- 6ES7214-1AG40-0XB0使用方法 2023-10-26
- 6ES7214-1BG40-0XB0使用方法 2023-10-26
- 6ES7212-1HE40-0XB0使用方法 2023-10-26
- 6ES7212-1AE40-0XB0使用方法 2023-10-26
- 6ES7212-1BE40-0XB0使用方法 2023-10-26
- 6ES7215-1HG40-0XB0操作使用 2023-10-26
- 6ES7215-1AG40-0XB0操作使用 2023-10-26
- 6ES7215-1BG40-0XB0操作使用 2023-10-26