

SIMATIC S7-400连接方法前连接器概述• 方便而又用户友好地连接传感器和执行器• 更换模板时仍保留接线• 具有代码以避免更换模板时发生差错应用前连接器方便了传感器和执行器与信号模板的连接。更换模板时只需取下前连接器。要更换所有单个接线的日子已经一去不复返了。为了避免更换模板时发生差错,初次插入时前连接器带有编码元件。随后,它只能适配相同类型的模板。前连接器有以下型式供用户选用:• 螺钉型端子• 簧片接点• 弹簧型端子设计前连接器有:• 螺钉型端子、簧片接点或弹簧型端子与线路相连接• 保护电缆用的可拆卸的外盖,内侧有用户可填写的接线图,外侧有标签牌。• 电缆卡• 标签牌:标签牌位于前连接器上。外盖的内侧有接线图,外侧有放标签的空间。• 由二部分组成的编码元件:当前连接器插入模板时,一部分编码元件插入前连接器,而另一部分留在模板上,此后,前连接器只能插入编码元件相符合的信号模板。
828D数控系统提供的刀具管理功能因其刀具管理信息直观透明、刀具调用高效可靠,大大提高了生产效率和生产安全性。换刀过程中每步动作完成后都要进行一次响应,向刀具管理系统报告当前换刀动作的完成状态,以实现刀具管理系统对换刀过程的实时管理和HMI刀具管理画面信息的及时更新。机床换刀动作完成状态的传递/响应建立在刀具管理系统提供的三个DB块数据表上,分别是DB9900(常量传递表)、DB9901(变量传递表)、DB9902(响应步骤表)。
2 传递/响应步骤表的建立与使用
2.1刀库的定义:
刀具管理系统定义了三种类型的刀库:一是真实存放刀具的刀库,二是暂时存放刀具的虚拟刀库如机械手卡爪、主轴等(刀具传递时作为一个缓冲区),三是装刀点作为一个虚拟刀库,在进行装卸刀时都是由装刀点装入或卸到装刀点上。且刀具管理系统对刀库、主轴、卡爪等赋予了固定的代码,在进行传递/响应表建立是进行介绍。
2.2 DB9900常量传递表的建立
通常该表中定义机床换刀过程中的固定换刀动作状态步骤,建立DB9900常量传递表时要考虑好刀具更换时所有可能的换刀动作步骤,DB9900常量传递表多支持64步,步骤号从1~64。占用数据块地址从DBW0~DBW510,每步占用4个字地址。
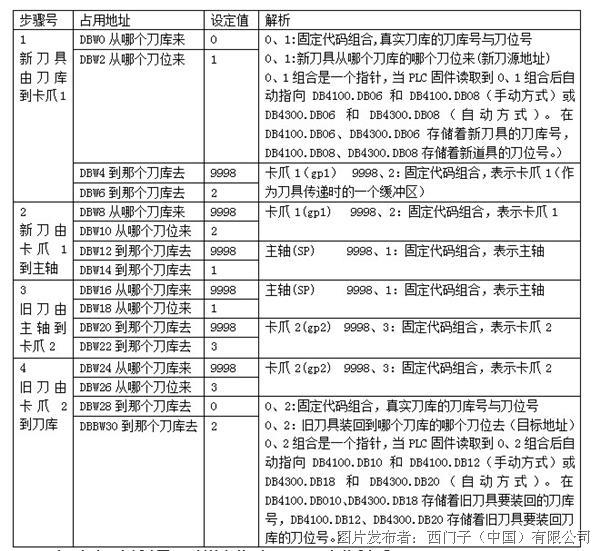
2.3 机械手换刀案例DB9900常量传递表的建立与解析
注:如有更多缓冲区,可继续定义。如9998.4可定义成卡爪3。
2.4 DB9901变量传递表的建立
通常该表中定义刀库旋转动作状态步骤。因刀库转动时刀库换刀点的当前刀位号不断变化,所以刀库旋转动作的状态步建立在DB9901变量表中。DB9901变量传递表多支持64步,步骤号从101~164。占用数据块地址从DBW0~DBW510,每步占用4个字地址。
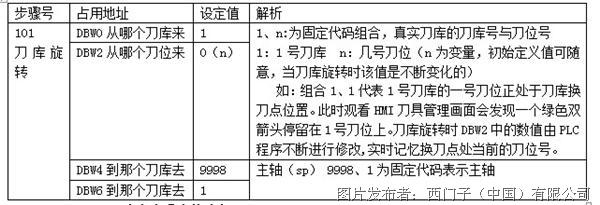
2.5 机械手换刀案例DB9901变量传递表的建立与解析
2.6 DB9902响应步骤表的建立
在DB9900常量传递表和DB9901变量传递表中定义了机床换刀和刀库旋转动作的若干状态步,机床换刀过程中每完成其中的一步,就应向NC刀具管理系统响应一次,告知NC刀具管理系统当前机床换刀动作进行到的状态,同时进行HMI刀具管理信息画面的更新。机床换刀和刀库旋转时的动作状态响应建立在DB9902响应步骤表中,多可建立30个响应步骤,步骤号从1~30。占用地址从DBB0~DBB118(DB9902.DBB0~DB9902.DBB118),每个响应步占用3个字节地址。需要特别指出的是,在“要响应的新刀步骤号”和“要响应的旧刀步骤号”中填写的数值都可看作一个指针,指向DB9900常量传递表或DB9901变量传递表中所定义的某一步进行状态响应。刀具管理系统提供了两类及5种不同的响应状态代码,同步响应状态代码:1换刀完成状态响应3换刀终止状态响应105、中间步骤,换刀未完成状态响应 。异步响应状态代码:204刀库旋转状态响应、201刀具移动状态响应。
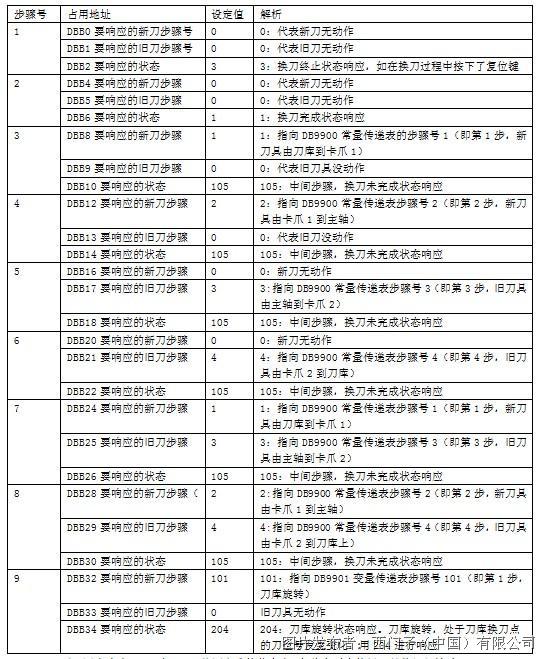
2.7 机械手换刀案例DB9902响应步骤表的建立与解析
注:同步响应:PLC与NCK共同完成的状态步。如将卡爪中的新刀具装入主轴时,PLC负责动作的执行,NCK同时要执行“读入禁止”功能。待新刀具装入主轴后,可响应换刀完成,NCK解除“读入禁止”,开始下一程序段的运行。卡爪中的旧刀在还刀过程中的响应可使用异步响应来进行。异步响应:201刀具异步响应,如旧刀的还刀或部分机床刀库带有“运刀小车”,当主轴换刀完成后就可响应换刀完成,NCK解除读入禁止功能开始下一程序段的运行,而此时旧刀需要由运刀小车将旧刀换回刀库,旧刀还刀的整个动作过程都可用201刀具异步响应进行。异步响应不影响机床的正常加工。204的响应是针对机床刀库旋转,换刀点刀位号发生变化时的响应。
2.8 DB9902响应步骤表步骤号与接口应答地址的对应
DB9902响应步骤表的每一步都对应着一个固定的接口应答地址。当对应的接口应答地址由PLC程序置1时,PLC固件会自动响应DB9902响应步骤表中与之对应步骤号中的响应状态。接口应答分为手动应答方式和自动应答方式。当采用手动指令进行刀具换刀或刀库动作时,用手动应答方式进行应答。手动指令由HMI刀具管理信息画面的软按键给出,手动地址DB4100.DBX1.0~DBX1.3对应“装刀”、“卸刀”、“刀具移位”、“刀具定位”4个手动指令。DB4000.DBX0.1~DBX3.6的30位位地址,为手动命令应答地址,与DB9902响应步骤表的30步想对应。采用自动指令进行刀具换刀或刀库动作时,用自动应答方式进行应答。自动指令地址DB4300.DBX1.0~DBX1.6对应“固定点换刀”、“换刀M206”、“备刀TXX”、“T0” “无旧刀”、 “装载手动刀具”、“卸载手动刀具”6个自动指令。DB4200.DBX0.1~DBX3.6的30位位地址,为自动命令应答地址,也与DB9902响应步骤表的30步向对应)。
如下例,DB4000.DBX0.1与DB4200.DBX0.1都对应的是DB9902响应步骤表的第1步。
2.9 DB9900常量传递表、DB9901变量传递表、DB9902步骤响应表的应用
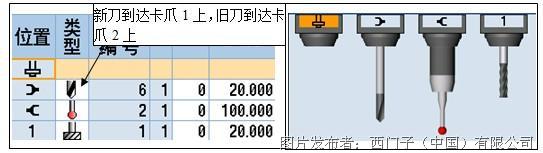
以机械手换刀的一个动作过程讲述已建好三个DB数据表的使用。主轴当前刀具为2号刀具,刀库换刀点处的刀位为2号刀位,进行6号刀具的更换。
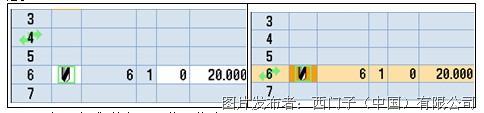
(1)、主轴当前刀号及刀库换刀点当前刀位号如图所示
(2)、执行T6指令进行刀库备刀,通过HMI刀具管理信息换面可看到刀具管理信息的更新
(3)、通过PLC程序实现刀库的旋转和刀库换刀点刀位号的记录
(4)、刀库运动转台响应
MW30存储当前的刀位号,数据传送到DB9902响应步骤表的DB9902.DBW2中,且使DB4200.DBX1.1置1一次,DB4200.DBX1.1接口地址对应DB9902响应步骤表的步骤号9,即对DB9902响应步骤的第9步进行状态响应。第9步中的状态响应内容是(101、0、204)。
101:指向DB9901变量传递表中的步骤号101 ,刀库旋转。0:旧刀具无动作。204:刀库旋转状态响应。刀库每转过1个刀位,响应一次DB9902响应步骤表中的第9步骤,HMI刀具管理画面会更新一次,将绿色箭头放置在正处于刀库换刀点的刀位号上。DB4200.DBX1.1响应置1后,会在PLC下个扫描周期自动复位。在PLC的一个扫描周期内只允许一个响应状态步。
(5)备刀完成,执行M06换刀指令。
(6)第7步响应后,HMI刀具管理换面更新
(7)、PLC控制装刀完成后,使DB4200.DBX1.0置1,响应DB9902响应步骤表的第8步。
(8)、进行换刀完成响应,结束换刀。系统结束读入禁止功能,加工程序进行下一步的执行。
总结:
刀库管理系统大大提高了机床换刀的安全性,使操作者及时了解机床换刀时的当前过程。对于828D数控系统刀具管理传递/响应步骤表的建立与使用需要更对的实践,以便对传递/响应步骤表有一个更深的理解。
参考文献《828D数控系统简明调试手册》 西门子著






- 西门子全国代理|变频器总代理 2023-10-26
- 西门子全国代理|触摸屏总代理 2023-10-26
- 西门子全国代理|CPU模块总代理 2023-10-26
- 西门子全国代理|PLC模块总代理 2023-10-26
- 西门子全国代理|模块总代理 2023-10-26
- 西门子全国代理|授权总代理 2023-10-26
- 西门子全国代理|一级总代理 2023-10-26
- 西门子全国代理|伺服电机代理商 2023-10-26
- 西门子全国代理|低压电器代理商 2023-10-26
- 西门子全国代理|低压代理商 2023-10-26