
6ES7223-1BF22-0XA8现货包邮







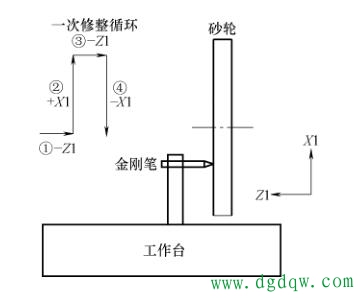
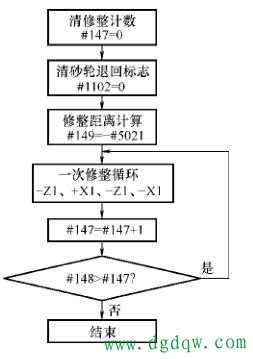
左侧砂轮修整示意图如图1所示。 金刚笔固定在工作台上, 利用砂轮架轴 X1 和工作台轴 Z1 的运动完成左侧砂轮修整。 一次修整循环为: + Z1 进给→ + X1 进给→ + Z1 进给→- X1 进给。 左侧砂轮修整主程序 O13 流程图见图2。
图1 左侧砂轮修整示意图
图2 左侧砂轮修整主程序 O13 流程图 O13; N10 #147 =0; 修整计数#147 =0 N20 #1102 =0; 砂轮退回标志#1102 =0 N30 G98; 每分进给 N40 G23; 取消#2 软极限 N50 #149 = - #5021; N60 T0100; 取消刀补 N70 G01 W -0. 005 F10; 工作台向右进给 N80 G04 U1. 0; N90 G01 U#149 F1000; 砂轮架后退修整 N100 G04 U1. 0; N110 G01 W -0. 005 F10; 工作台向右进给 N120 G04 U1. 0; N130 G01 U - #149 F1000; 砂轮架前进修整 N140 #147 = #147 +1; 修整计数 N150 IF [#148 GT #147] GOTO70; 如果#148 > #147, 转 N70 N999 M30; |
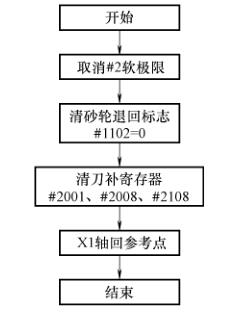
更换砂轮时, 先 “手动/ 自动” 开关置 “手动”, 停止砂轮旋转。 然后选择 NC 自动方式, 按 “换砂轮启动” 按钮, 自动调出 O10 程序, 并运行之, 其目的是清除刀补, 砂轮罩主程序 O10 流程图全后退, 砂轮架退回原位。 砂轮更换启动主程序 O10 流程图见图。
图 砂轮更换启动 O10; N20 G23; 取消#2 软极限 N30 #1102 =0; 砂轮退回标志#1102 =0 N40 #2001 =0; 刀补#2001 =0 N50 #2008 =0; 刀补#2008 =0 N60 #2108 =0; 刀补#2108 =0 N65 T0100; 取消刀补 N70 G28 X#5041; X 轴回参考点 N80 G04 U30. 0; N90 M30; |
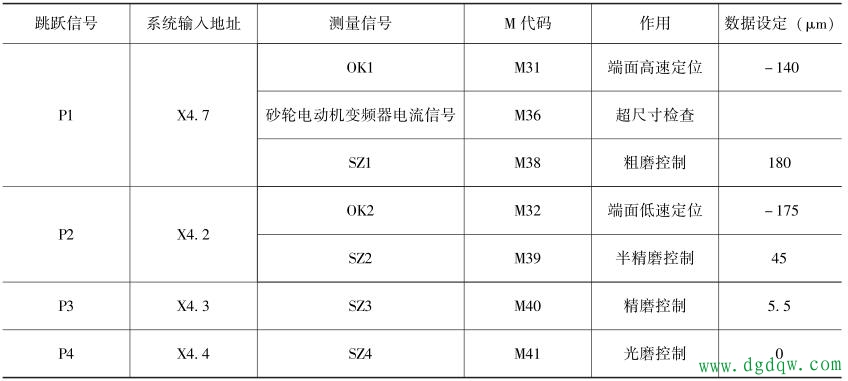
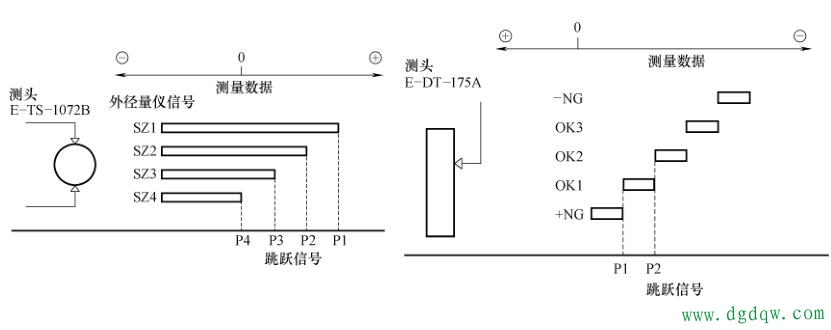
在多级跳跃中, 可用*多 4 个跳跃信号 P1 ~ P4 使正在执行的程序被跳过。 从粗磨、 半精磨、 精磨到光磨的系列操作均能用输入的跳跃信号自动控制。 P1 ~ P4 信号使用固定地址输入, 当某一跳跃信号有多个信号源时, 利用 M 功能来选通相应的跳跃信号。 跳跃信号与测量信号和 M 代码的对应关系见表1。
表1 跳跃信号与测量信号和 M 代码的对应关系 本机床尺寸在线测量采用日本东京精密产品。 外径测头型号为 E-TS-1072B, 测量范围+500 ~ -200μm, 重复精度 1μm; 端面测头型号为 E-DT-175A, 是一种双向通用测头, 测量范围 ±2. 0mm, 重复精度 1μm。 外径测头和端面测头均通过 V8 量仪输出数控跳跃信号。 本机的测量信号有 3 类。 ① 外径量仪信号, 见图1。 ② 端面量仪信号, 见图2。 ③ 砂轮电动机变频器电流信号。
图1 主轴颈磨削外径量仪测量信号 图2 主轴颈磨削端面量仪测量信号 |

联系方式
- 地址:上海杨浦 上海市松江区广富林路4855弄88号3楼
- 邮编:200093
- 电话:15821971992
- 经理:聂聪
- 手机:15821971992
- 传真:021-33556143
- QQ:2724917714
- Email:2724917714@qq.com