
西门子驱动器-授权代理商-202







铝连铸连轧机的主要工作是将经原炉熔炼、静止炉精炼后的高温铝液在快速冷却的同时轧制成铝板,终通过卷取机卷成铝卷。主要设备有主轧机、铝液位控制装置、钛丝进给、铸嘴小车、石墨喷涂及行走、平动液压剪、卷取机、卸卷车等。
系统技术性能参数:高轧制速度:2.0M/min、大卷重:7000kg 、卷径:φ610-φ1920mm、 板宽:1400mm、板厚:6-8mm
1:铝液位控制装置 2:铸嘴小车3:主机上辊4:主机下辊5:石墨喷涂及行走 6:入口导向辊 7:平动液压剪 8:出口偏导辊 9:卷取机
针对铸轧机成套电控系统的工艺特点(长期稳定连续生产、一旦事故停车将造成严重损失),选择高性能、高可靠性的控制元器件是满足控制要求的关键。因此直流电机控制器、交流变频器、PLC均采用了德国SIEMENS公司系列产品。
PLC主机架选用S7-300系列,主控CPU选用SIMATIC S7-315-2DP,所有现场PLC从站选用SIMATIC S7-200系列,直流电机控制器选用SIMOREG系列6RA70直流控制器并选装了CBP通讯板,交流变频器选用SIMOVERT系列MICROMASTER变频器。PLC主CPU通过Profibus-DP通讯总线与现场PLC和直流电机控制器交换数据实现快速响应,并通过MPI通讯网络与监控计算机和现场人机界面实现数据资源共享。

系统特点:
A、卷取机通过CBP通讯板接受PLC应用程序控制实现恒张力卷绕控制;
B、主机上下辊通过CBP通讯板接受PLC应用程序控制实现速度控制及粘辊控制;
C、通过操作台上的触摸屏在线更改机列各种工艺参数,监视系统各部分状态和过程数据,集中显示各种故障并显示重要参数的历史趋势;
D、通过监控计算机实现系统监控并纪录各种工艺数据、历史趋势;
E、PLC采用PROFIBUS总线结构的主从方式与传动装置和远程PLC从站通讯,大大地减少了现场电缆及接线工作,同时系统的可靠性也得到较大提高;
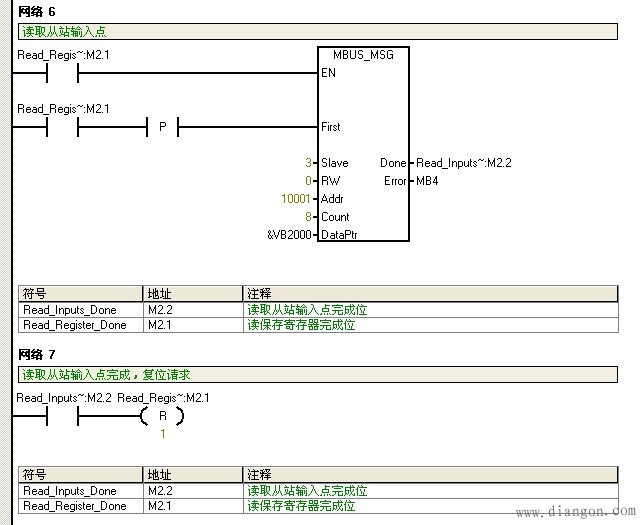
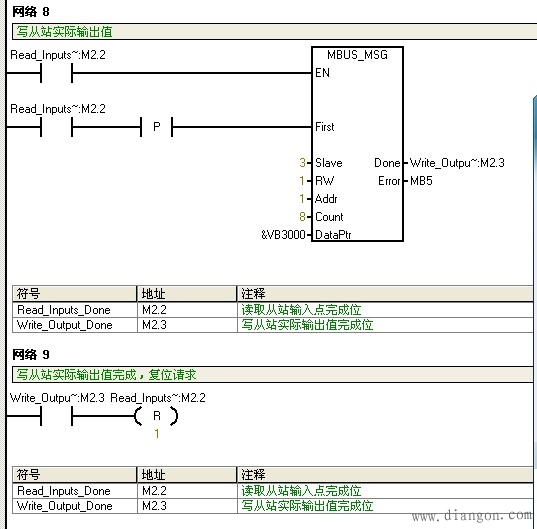
| 1、在实际应用中,现场不只有plc,还会有智能数显表,上位机通过2个设置多个串口分别读取PLC、智能仪表数据简单不过,但如何实现1个串口读取不同设备数据 2、首先配置好智能仪表从站通讯参数,拿9600 8 1 none 地址3举例 3、200PLC主站程序 步初始化,复位modbus库完成位,初始化完成后,启动读写指令m0.1置位
|






联系方式
- 地址:上海杨浦 上海市松江区广富林路4855弄88号3楼
- 邮编:200093
- 电话:15821971992
- 经理:聂聪
- 手机:15821971992
- 传真:021-33556143
- QQ:2724917714
- Email:2724917714@qq.com