
海南西门子电缆6XV1840-2AH10




开关电源 测试方法
一. 耐电压
(HI.POT,ELECTRIC STRENGTH ,DIELECTRIC VOLTAGE WITHSTAND)KV
1.1 定义:于指定的端子间,例如:I/P-O/P,I/P-FG,O/P-FG间,可耐交流之有效值,漏电流一般可容许10毫安,时间1分钟。
1.2 测试条件:Ta:25摄氏度;RH:室内湿度。
1.3 测试回路:
1.4 说明:
1.4.1 耐压测试主要为防止电气破坏,经由输入串入之高压,影响使用者安全。
1.4.2 测试时电压必须由0V开始调升,并于1分钟内调至高点。
1.4.2 放电时必须注意测试器之Timer设定,于OFF前将电压调回 0V。
1.4.3 安规认证测试时,变压器需另行加测,室内 ,温度25摄氏度,RH:95摄氏度,48HR,后测试变压器初/次级与初级/CORE。
1.4.5生产线测试时间为1秒钟。
 二.纹波噪声(涟波杂讯电压)
二.纹波噪声(涟波杂讯电压)
(Ripple & Noise)%,mv
2.1定义:
直流输出电压上重叠之交流电压成份大值(P-P)或有效值。
2.2测试条件:
I/P: Nominal
O/P : Full Load
Ta : 25℃
2.3测试回路:
2.4测试波形:
2.5说明:
2.5.1示波器之GND线愈短愈好,测试线得远离PUS。
2.5.2使用1:1之Probe。
2.5.3 Scope之BW一般设定于20MHz,但是对于目前的网络产品测试纹波噪声好将BW设为大。
2.5.4 Noise与使用仪器,环境差异极大,因此测试必须表明测试地点。
2.5.5测试纹波噪声以不超过原规格值 +1%Vo。
三.漏电流(洩漏电流)
(Leakage Current)mA
3.1定义:
输入一机壳间流通之电流(机壳必须为接大地时)。
3.2测试条件:
I/P:Vin max.×1.06(TUV)/60Hz
Vin max.(UL1012)/60Hz
O/P: No Load/Full Load
Ta: 25 ℃
3.3测试回路:
3.4说明:
3.4.1 L,N均需测。
3.4.2UL1012 R值为1K5。
TUV R值为2K/0。15uF。
3.4.3漏电流规格TUV:3。5mA,UL1012:5mA。
四.温度测试
(Temperature Test)

4.1定义:
温度测试指PSU于正常工作下,其零件或Case温度不得超出其材质规
格或规格定值。
4.2测试条件:
I/P: Nominal
O/P: Full Load
Ta : 25℃
4.3测试方法:
4.3.1将Thermo Coupler(TYPE K)稳固的固定于量测的物体上
(速干、Tape或焊接方式)。
4.3.2 Thermo Coupler于末端绞三圈后焊成一球状测试。
4.3.3我们一般用点温计测量。
4.4测试零件:
热源及易受热源影响部分
例如:输入端子、Fuse、输入电容、输入电感、滤波电容、桥整、热
敏、突波吸收器、输出电容、输出电容、输出电感、变压器、铁芯、
绕线、散热片、大功率半导体、Case、热源零件下之P.C.B.……。
4.5零件温度限制:
4.5.1零件上有标示温度者,以标示之温度为基准。
4.5.2其他未标示温度之零件,温度不超过P.C.B.之耐温。
4.5.3电感显示个别申请安规者,温升限制65℃Max(UL1012),75℃
Max(TUV)。在数控机床加工中,经常会有相同的内容需要进行重复加工情况,如在同一个零件上的不同部位加工相同的轮廓尺寸,一次装夹加工多个相同的零件等。碰到这种情况时,我们当然可以按部就班地编写代码来加工所有内容。不过你会发现,你在进行大量的重复劳动,因为你在编写大量的相同或相似的代码。这样不久工作效率低,而且编出来的程序又臭又长,难于理解,容易出错。介绍下如何巧妙地运用循环和零偏来实现简单高效的编程工作。

图1
本文以在平面上铣削图1所示的15个相同的矩阵排列的梯形型腔为例,通过FOR循环和在NC程序中进行零偏设置来简化程序,从而提高编程效率。下面是具体实施步骤。
1. 创建轮廓
如图2所示的梯形轮廓,它包括起点,两条水平线段和两条斜线段,以及每条线段到下一元素的过度圆角R3,起点及各元素的终点坐标分别为(0,0),(30,0),(25,20),(5,20),(0,0)。

图2
2. 编制加工程序
图3和图4所示的程序代码,N10和N20定义了两个整型变量,N30和N40用于清除零偏,这样N50调用零偏后N60创建的毛坯的工件坐标系就与机床坐标系重合,以便于查看程序模拟的效果。程序从N90到N170为FOR循环,程序N200后的内容为创建轮廓所生成代码。

图3
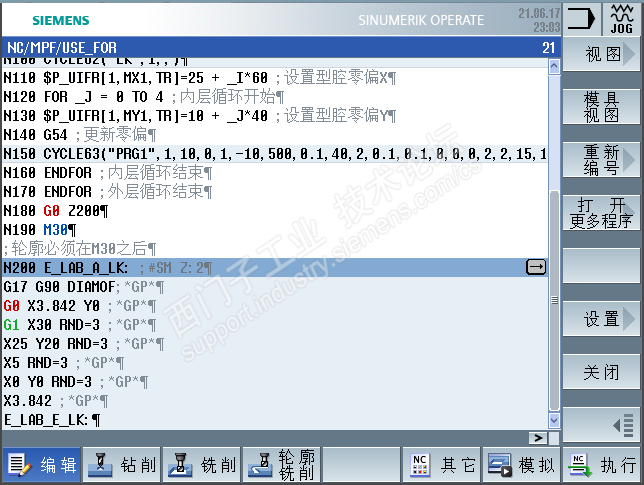
图4
3. FOR循环
FOR循环语句的结构如下:
FOR _I=0 TO 2
…
ENDFOR
FOR表示循环的开始,ENDFOR表示循环结束,FOR和NEDFOR之间的语句叫做循环体,是将被重复执行的代码。_I为控制变量,每执行一次,_I会自动加1,0为循环变量的初值,表示循环从_I=0开始执行,2为循环变量终值,当_I=2时,执行完循环体代码后循环结束。
本例中,程序从N90开始循环,分为外层循环和内层嵌套循环,外层用_I控制,控制X轴方向的重复加工次数,内层用_J控制,控制Y轴方向的重复加工次数。_I每取一个值,在Y轴方向要重复加工5次,***终加工出图1所示的3列5行的梯形型腔。
4. NC程序中设置零偏
$P_UIFR为零偏的系统变量数组,数组有三个索引号,***个索引号表示所需要设置的零偏,从1开始,依次表示G54、G55、G56等。第二个索引号表示要设置零偏的轴,如MX代表X轴,MY代表Y轴等,第三个索引号在此不进行讨论,保持TR不变即可。如$P_UIFR [1,MX1,TR]用于设置G54的X轴的零偏。
5. 本编程案例的主要特点
本例的巧妙之处在于,运用控制变量乘以型腔的间距加上***个型腔与工件坐标原点的距离依次更新X轴和Y轴的零偏,使得零偏随控制变量的变化自动更新,从而简化了程序的结构,使得程序短小精简,易于阅读,不易出错。
本例还用到了毛坯和轮廓加工相关知识,有兴趣的读者可以查阅西门子的相关资料和视频。
6. 程序模拟
编制好的程序可以进行模拟,验证所编制的程序是否有错误。本例的模拟结果如图1,与既定的目标完全吻合。

联系方式
- 地址:上海杨浦 上海市松江区广富林路4855弄88号3楼
- 邮编:200093
- 电话:15821971992
- 经理:聂聪
- 手机:15821971992
- 传真:021-33556143
- QQ:2724917714
- Email:2724917714@qq.com