
6ES7231-0HC22-0XA8产品信息

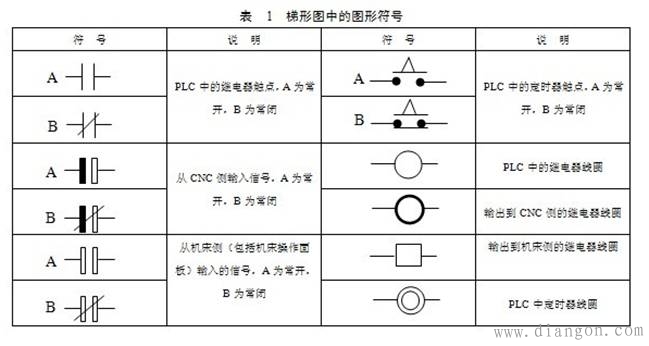
| 数控机床的plc提供了完整的编程语言,利用编程语言,按照不同的控制要求可编制不同的控制程序。梯形图方法是现在使用*广泛的编程方法,在形式上类似于继电器控制电路图,简单、直观、易读、好懂。 数控机床中的plc编程步骤如下: (1)确定控制对象; (2)制作输入和输出信号电路原理图、地址表和PLC数据表; (3)在分析数控机床工作原理或动作顺序的基础上,用流程图、时序图等描述信号与机床运动之间的逻辑顺序关系,设计制作梯形图; (4)把梯形图转换成指令表的格式,然后用编程器键盘写入顺序程序,接下来用仿真装置或模拟台进行调试、修改; (5)将经过反复调试并确认无误的顺序程序固化到EPROM中,并将程序存人软盘或光盘,同时整理出有关图纸及维修所需资料。 表1中所列为FANUC系列梯形图的图形符号。
|
1.操作者必须熟悉机床使用说明书和机床的一般性能、结构,严禁超性能使用。
2.开机前应按设备点检卡规定检查机床各部分是否完整、正常,机床的安全防护装置是否牢靠。
3.按润滑图表规定加油,检查油标、油量、油质及油路是否正常,保持润滑系统清洁,油箱、油眼不得敞开。
4.操作者必须严格按照数控车床操作步骤操作机床,未经操作者同意,其他人员不得私自开动。
5.按动各按键时用力应适度,不得用力拍打键盘、按键和显示屏。
6.严禁敲打中心架、**、刀架及导轨。
7.机床发生故障或不正常现象时,应立即停车检查并排除故障。
8.操作者离开机床、变换速度、更换刀具、测量尺寸或调整工件时,都应停车。
9.工作完毕后,应使机床各部处于原始状态,并切断电源。
10.妥善保管机床附件,保持机床整洁、完好。
11.做好机床的清扫工作,保持清洁,认真执行交接班手续,填好交接班记录。














