

3UG4511 相序继电器继电器负责监视三相系统中的相序。其工作不需要任何调节。设备带有一个内部电源,根据闭路原理工作。如果端子 L1-L2-L3 的相序正确,输出继电器闭合,延时过后,绿色 LED 点亮。如果相序不正确,输出继电器仍处于断开状态。
注:
当其中一相故障时,由于网络耦合,所连接的负载(电机绕组,指示灯,互感器,线圈等)在相故障的端子侧生成一个反馈电压。因为 3UG4511 继电器没有反馈电压保护,如不能检测相故障。当要求此点时,必须使用 3UG4512 监控继电器。
正确的应该是:相序

错误的相序

3UG4512 线路监控继电器可以监控三相电网的相序、失相和 10 % 的相位不对称。借助于特殊的测量方法,即使 160 - 690 V AC 的宽电压范围和高达 90 % 的负载反馈,同样可以可靠的检测相故障。设备带有一个内部电源,根据闭路原理工作。不需要任何调节。如果接通了电源电压,则会亮起绿色的 LED 指示灯。如果端子 L1-L2-L3 的相序正确,输出继电器闭合。如果相序不正确,红色 LED 闪烁,输出继电器仍处于断开状态。如果相序故障,红色 LED **点亮,输出继电器就会脱扣。
注:
红色 LED 是一个故障诊断指示灯,不显示当前的继电器状态。3UG4512 监控继电器适用于 50/60 Hz 的线路频率。
相故障

错误的相序

1、CNC系统软件体系结构与软硬件界面 现代数控系统是由硬件和软件共同组成的专用实时多任务计算机系统;CNC系统硬件(裸机)为软件的运行提供支持环境;数控系统的许多重要功能通过软件实现,分为管理软件和应用软件2类。 软件和硬件在逻辑上存在等价性;由硬件完成的工作,原则上也可以由软件完成;现代数控系统软件和硬件的关系不固定;硬件执行速度快,专用性强;软件执行速度慢,适应性强。根据计算机运算速度、数控加工任务所要求的控制精度、插补算法的运算时间及性能价格比等综合因素,确定CNC系统软件硬件设计方案。 典型软件硬件界面 主要区别:“插补”和“位控”部分由硬件还是由软件实现。
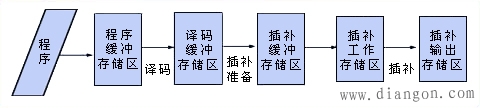
2、CNC系统软件的工作过程 CNC系统的工作是在硬件的支持下执行软件的全过程(输入、译码、数据处理、插补、位置控制和诊断等过程)。主要包括两部分信息的处理:机床的逻辑功能信息;零件加工程序的坐标控制信息。
1)输入 输入内容:零件程序、控制参数和补偿数据。 输入方式:磁盘输入、光盘输入、键盘输入、通讯接口输入及连接上位计算机的DNC接口输入。 2)译码 以一个程序段为单位,根据一定的语法规则解释、翻译成计算机能够识别的数据形式,并以一定的数据格式存放在指定的内存专用区内。
包括刀具补偿和速度控制处理。
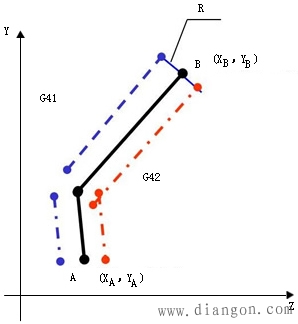
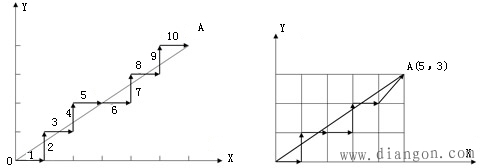
(1)刀具半径补偿处理 刀补处理的主要工作: 根据G90/G91计算零件轮廓的终点坐标值; 根据R和G41/42,计算本段刀具中心轨迹的终点坐标值; 根据本段与前段连接关系,进行段间连接处理。 (2)速度控制处理 加工程序给定的进给速度是合成速度,无法直接控制。速度处理要做的工作是根据合成速度来计算各运动坐标的分速度。 开环系统:通过控制向步进电机输出脉冲的频率来实现。速度计算的方法是根据程编的F值来确定该频率值。 半闭环和闭环系统:采用数据采样方法进行插补加工,速度计算是根据程编的F值,将轮廓曲线分割为采样周期的轮廓步长。 4)插补 通过插补计算程序在一条曲线的已知起点和终点之间进行“数据点的密化工作”。
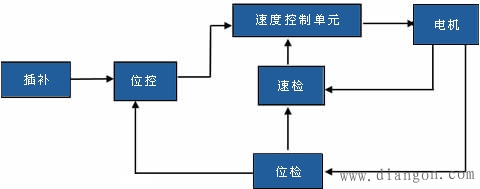
5)位置控制 在每个采样周期内,将插补计算出的理论位置与实际反馈位置相比较,用其差值去控制进给伺服电机。
6)诊断 检查一切不正常的程序、操作和其他错误状态。 诊断程序包括两部分,一是在系统运行过程中进行的检查与诊断,另一种则在系统运行前或故障发生停机后进行的诊断。诊断程序一方面可以防止故障的发生,另一方面在故障出现后,可以帮助用户迅速查明故障的类型和发生部位。 |

- 西门子6ES7222-1HF22-0XA8详细使用 2023-10-26
- 西门子6ES7222-1EF22-0XA0详细使用 2023-10-26
- 西门子6ES7222-1BF22-0XA8详细使用 2023-10-26
- 西门子6ES7221-1EF22-0XA0详细使用 2023-10-26
- 西门子6ES7221-1BF22-0XA8详细使用 2023-10-26
- 西门子6ES7221-1BH22-0XA8详细使用 2023-10-26
- 6GK7243-1GX00-0XE0详细使用 2023-10-26
- 6GK7243-1EX01-0XE0详细使用 2023-10-26
- 6ES7241-1AA22-0XA0详细使用 2023-10-26
- 6ES7253-1AA22-0XA0详细使用 2023-10-26