

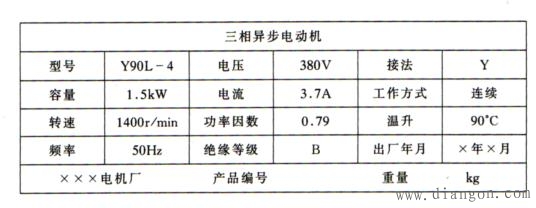
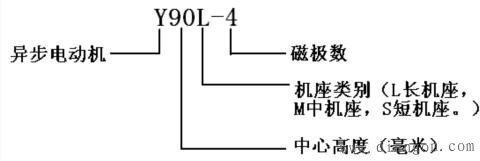
| 三相异步电动机铭牌参数如下:
|

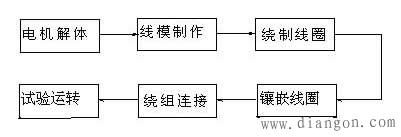
一、电机解体 工艺要求:把电机轴上的皮带轮、风扇罩、前后端盖连同转子拆卸下来,将‘旧’绕组从定子铁心中拆除。
考核标准:拆卸之后机壳、端盖、转子及转轴没有任何损坏,‘旧’绕组完整地拆卸下来,漆包线不能有磨损。 二、线模制作
工艺要求:首先根据‘旧’线圈的尺寸,设计出线模模心的尺寸,再用胶合板或木板做出模心来,将模心锯成两半,分别固定在与摸心形状相同的两块夹板上。夹板上要锯出四个绑线豁和一个引线豁。 考核标准:模心尺寸准确无误,表面光华无毛刺。两半模心对在一起时,在夹板上不能有缝隙,四个绑线豁布置均匀,引线豁要垂直夹板端面45度角锯成。
三、绕制线圈 工艺要求:把线模安放在绕线机上,将漆包线头固定在机轴上,线引入模心,转动绕线机,一匝一匝地把漆包线缠在模心上,足匝后将线圈捆绑好,从模心上拆下。 考核标准:绝缘导线缠绕规则有序,不交叉,不打‘死’节,两个线头留在一侧,并且长短合适,线圈形状与线模相似。
四、镶嵌线圈
工艺要求:操作者要面对机座出线口的对面,选好嵌第一个槽的位置,插入槽绝缘纸,然后将线圈的一个有效边,从机座的右面嵌入,左手把线圈向左拉入槽内,将线圈的两个端头留在右面,插入盖槽纸和槽楔封槽。每把线圈的另外一个有效边,按照电机的节距,从机座的左边嵌入后,用划线板将线划入槽内,插入盖槽纸和槽楔封槽。以此类推,按照电机的嵌线规律,嵌入全部线圈。
考核标准:电机的槽绝缘,每端要长出铁心0.75毫米左右,槽楔松紧合适,铁心两端伸出导线的长短要相等。线圈端部长短合理、圆滑整齐,排列有规律,两个端头要留在电机的轴伸侧。
五、绕组连接
工艺要求:电机的磁极与磁极之间、极相组之间的连线,一般都采用逆向接法。也就是每把线圈的‘头与头’相接,‘尾与尾’相接。三相绕组按规律连接好后,要将端部打出喇叭口进行包扎。
六、试验运转
工艺要求:用电桥测量三相不平衡度,如有问题要及时排除。用兆欧表测量相与机座之间绝缘电阻,不能小于国家标准。对定子绕组施加电流,测量是否有极性,施加高压测量线圈表面,是否有破损现象。各项指标合格后,就可安装通电启动运转了。
考核标准:外观检查槽口两侧的绝缘、绕组端部包扎是否完好,三相绕组的不平衡度应小于 5%,绝缘电阻要大于5兆欧以上,连线通电后是否产生旋转磁场,施加高压后,线匝是否在10秒钟内击穿。整机安装后能否通电运转。 |






 考核标准:每相绕组是否按照规定的接法接线,用万用表测量各相绕组是否导通,将三相绕组通入可调节的电流,检查在定子绕组上,是否产生旋转磁场。
考核标准:每相绕组是否按照规定的接法接线,用万用表测量各相绕组是否导通,将三相绕组通入可调节的电流,检查在定子绕组上,是否产生旋转磁场。

