三相异步电动机修理后的装配顺序,大致与拆卸时相反。装配时要注意拆卸时的一些标记,尽量按原记号复位。三相异步电动机应用广泛,受各种因素的影响,难免发生故障,需要及时½行维修保 养。为了确保维修质量,在拆卸前应在电动机接线头、端盖等处作好标记和记录,以便装配 后使电动机能恢复到原状态。不正确的拆卸,很可能损坏零件或绕组,甚至扩大故障,增加 修理的难度,造成不必要的损失。 三相异步电动机的拆装与检修。异步电动机的拆装检修是维修电工教学的重要内容,也是技工学校普遍重点关注的技能训练内容。在此提出三相笼式异步电动机的拆装方法、定子绕组首尾端判断、质量检测等技能训练要求,并做重点分析。
首先要了解异步电动机的铭牌,熟悉异步电动机基本结构,做好拆卸前准备工作是拆装异步电动机过程非常重要的一环,要做到心中有数,不盲目动手。
第二要正确掌握拆装工具及仪表的使用方法,如铁锤、紫铜棒、拉具、扳手,兆欧表、万用表等工具的正确使用方法。
第三要掌握安全操作规程,必须进行电气设备安全使用规程教育,钳工安全操作规程以及防火防爆的相关经验,确保技能训练的安全顺利完成,保证人身设备财产的安全。
第四要特别注意安装在设备上的电动机的拆装时要求:(1)应先切断电源,拆除电动机与三相电源线的连接,应做好电源线的相序标记与绝缘处理;(2)拆卸电动机与机座、皮带轮、联轴器的连接时,先做好相应定位标记,保证电动机与主体设备安全分离;(3)端盖螺钉的松动与紧固必须按对角线上下左右依次旋动;(4)吊装大型电动机的转子应对称平衡钢丝绳,地面铺好木垫,慢慢平移出转子时动作应小心,一边推送一边接引,防止擦伤定子绕组和转子绕组;(5)依次对风罩、风叶、端盖、轴承、转子的拆卸清洗、检查与更换。 一、三相异步电动机的基本结构 三相异步电动机的结构简单,工作可靠,维修方便。它主要由定子和转子两大部分组成,还包括机壳和端盖等,如果是封闭式电动机,则还有起冷却作用的风扇及保护风扇的端罩,如图1所示。
定子包括机座(机壳)、定子铁心和绕组、中小型三相异步电动机的机座和端盖多采用铸铁制造,如果是封闭式电动机,外壳的表面铸有散热片,用来散发电动机工作时内部产生的热量。
定、转子铁心一般是用0.5mm厚的D22-D24硅钢片用成型的模具一片一片冲出的,然后叠压制成。铁心的作用是导磁,定子铁心内圆上槽是用来嵌放定子绕组的,转子外圆边的冲槽是镶嵌导条或铸铝用的,如图2所示。
定子绕组是电动机实现电磁能量转换的关键部件,它是由各种规格铜材制成的表面有绝缘漆的电磁线绕制而成,并镶嵌到定子槽内。三相异步电动机共有三相绕组,根据设计要求可制成几种不同转速或不同功率。 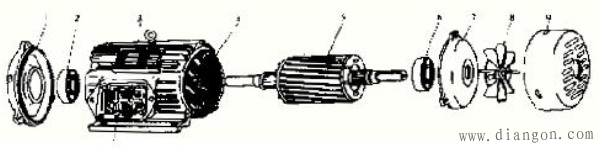
图1 三相异步电动机典型½构图
1一端盖2--轴承3一机座4--定子5一转子6---轴承7一端盖8一风扇9-风扇罩l0-½线盒
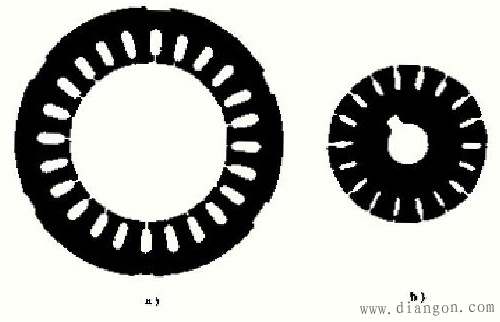
图2 定子冲片和转子冲片
a) 定子冲片
b)转子冲片
转子包括转子铁心、转子绕组、转轴和轴承组成。转子铁心是由铁心冲片叠压而成,也 是电动机磁路的组成部分,转子绕组有两种基本形式:绕线型和笼型,这里着重½绍笼型。 中小型三相异步电动机转子绕组都是这种形式的,其绕组是由铜导条或铝导条与端环组成。假如去掉转子铁心只看绕组,有如松鼠笼子,如图3所示。
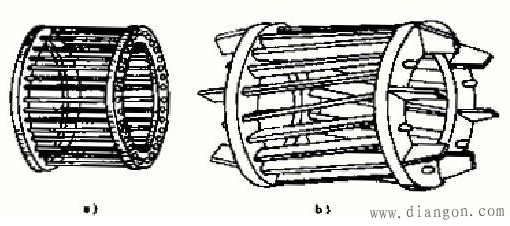
图3 笼型转子绕组
a)铜条式
b)铸铝式
导条可以是每槽一根铜条,两端焊上铜环形成转子绕组,如图 3a 所示。为了½省铜材和提高生产效率,中小型异步电动机转子绕组多采用铸铝式,用熔化的铝液½导条、端环及用以通风散热的风叶一次铸成,如图 3b 所示。同绕线型相比,笼型转子½构简单,便于制造,工作可靠性强,其缺点是起动转矩小。
二、电动机拆装的专用工具
由于长时间使用或锈蚀,拆卸带轮及轴承比½困难。在实践中,发明了一种简易的手扳 拉具,它是一种拆卸皮带轮、联轴器或轴承等的专用工具。
用拉具拆卸皮带轮或联轴器时,拉½应钩住其外缘如图 4 所示;在拆卸轴承时拉½应 钩在轴承的内环上如图 5 所示。½拉具的丝杠dingjian对准轴中心的dingjian孔,缓慢地旋转丝杠并且应始终保持丝杠与被拉物在同一轴线上,即可把带轮和轴承卸下,而且能保证轴颈部不受损伤。 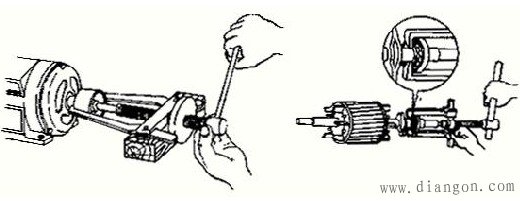
图4 用拉具拆卸皮带轮 图 5 用拉具拆卸轴承
此外,在拆卸过程中还要经常用到活扳手、木锤、紫铜棒、旋具等。
三、三相异步电动机的拆卸
三相异步电动机应用广泛,受各种因素的影响,难免发生故障,需要及时½行维修保 养。为了确保维修质量,在拆卸前应在电动机½线头、端盖等处作好标记和记录,以便装配 后使电动机能恢复到原状态。不正确的拆卸,很可能损坏零件或绕组,甚至扩大故障,增加 修理的难度,造成不必要的损失。
(一)三相异步电动机的拆卸顺序如下:
1)切断电源,拆下电动机与电源的连½线,并½电源连½线线头作好绝缘处理。
2)脱开带轮或联轴器与负载的联½,松开地½螺栓和½地螺栓。
3)拆卸带轮或联轴器。
4)拆卸风罩风扇。
5)拆卸轴承盖和端盖。
6)抽出或吊出转子。
(二)主要零部件的拆卸方法
1、联轴器或皮带轮的拆卸 首先要在联轴器或带轮的轴伸端做好尺寸标记,再连轴器或带轮上的定位螺钉或销子 取出,装上拉具,用图 4-6 的方法½联轴器或带轮卸下。如果由于锈蚀而难以拉动,可在定位孔内注入煤油,几小时后再拉。(https://www.dgdqw.com/版权所有)若还是拉不出,可用局部加热的办法,用喷灯等急火在带 轮轴套四周加热,使其膨胀就可拉出。但加热温度不能太高,以防止变形。在拆卸过程中, 不能用手锤或坚硬的东西直敲击联轴器或皮带轮,防止碎裂和变形,必要时应垫上木板或用紫铜棒。
2.拆卸风罩和风扇 拆卸风罩螺钉后,即可取下风罩,然后松开风扇的锁½螺钉或定位销子,用木锤或紫铜 棒在风扇四周均匀的轻轻敲击,风扇就可以松脱下来。风扇一般用铝或塑料制成,比较脆 弱,因此在拆卸时切忌用手锤直½敲打。
3.轴承盖和端盖的拆卸 把轴承外盖的螺栓卸下,拆开轴承外盖。为了便于装配时复位,应在端盖与机座½缝处 做好标记,松开端盖½固螺栓,然后用铜棒或用手锤垫上木板均匀敲打端盖四周,使端盖松 动取下,再松开另一端的端盖螺栓,用木锤或紫铜棒轻轻敲打轴伸端,就可以把转子和后端盖一起取下,往外抽转子时要注意不能碰定子绕组。
4.拆卸轴承的几种方法
(1)用拉具拆卸轴承 这是Zui方便的,而且不易损坏轴承和转轴,使用时应根据轴承的 大小选择适宜的拉具,按图 4-7 的方法夹住轴承,拉具的½爪应½扣在轴承内圈上,拉具丝杠的dingjian要对准转子轴的中心孔,慢慢扳转丝杠,用力要均匀,丝杠与转子应保持在同一轴线上。
(2)用细铜棒拆卸 用直径 18mm 左右的黄铜棒,一端 顶住轴承内圈,用手锤敲打另一端,敲打时要在轴承内圈 四周对称轮流均匀地敲打,用力不要过猛,可慢慢向外拆 下轴承,应注意不要碰伤转轴。
(3)端盖内轴承的拆卸 拆卸电动机端盖内的轴承,可 ½端盖止口面向上,平放在两块铁板或一个孔径稍大于轴 承外圈的铁板上,上面用一段直径略小于轴承外圈的½属 棒对准轴承,用手锤轻轻敲打½属棒,½轴承敲出(如图 所示)。 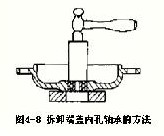
四、三相异步电动机的装配
三相异步电动机修理后的装配顺序,大致与拆卸时相反。装配时要注意拆卸时的一些标记,尽量按原记号复位。装配的顺序如下:
(一)滚动轴承的安装
轴承安装的质量½直½影响电动机的寿命,装配前应用煤油把轴承、转轴和轴承室等处 清洗干净,用手转动轴承外圈,检查是否灵活、均匀和有无卡住现象,如果轴承不需更换, 则需再用汽油洗净,用干净的布擦干待装。
如果是更换新轴承,应½轴承放人 70-80’12 的变压器油中加热 5min 左右,待防锈油全 部熔化后,再用汽油洗净,用干净的布擦干待装。
轴承往轴颈上装配的方法有两种:冷套和热套,套装零件及工具都要清洗干净保持清 ½,把清洗干净的轴承内盖加好润滑脂套在轴颈上。
(1)冷套法:把轴承套在轴颈上,用一段内径略大于轴径,外径小于轴承内圈直径的铁 管,铁管的一端顶在轴承的内圈上,用手锤敲打铁管的另一端,把轴承敲½去。如果有条件zuihao是用油压机缓慢压人,如图 4-9a 所示。
(2)热套法 ½轴承放在 80-100~C 的变压器油中,加热 30—40rain,趁热快速把轴承推到轴颈根部,加热时轴承要放在网架上,不要与油箱底部或侧壁½触,油面要½过轴承,温度不宜过高,加热时间也不宜过长,以免轴承退火,如图 4-9b 所示。
(3)装润滑脂 轴承的内外环之间和 轴承盖内,要塞装润滑脂,润滑脂的塞装 要均匀和适量,装的太满在受热后容易溢 出,装的太少润滑期短,一般二极电动机 应装容腔的 1/3—I/2;四极以上的电动 机应装空腔容积的 2/3,轴承内外盖的润 滑脂一般为盖内容积的 1/3-1/2。
(二)后端盖的安装 ½电动机的后端盖套在转轴的后轴承 上,并保持轴与端盖相互垂直,用清½的 木锤或紫铜棒轻轻敲打,使轴承½入端盖 的轴承室内,拧½轴承内、外盖的螺栓, 螺栓要对称逐步拧½。
(三)转子的安装 把安装好后端盖的转子对准定子铁心的中心,小心地往里放送,注意不要碰伤绕组线 圈,当后端盖已对准机座的标记时,用木锤½后端盖敲人机壳止口,拧上后端盖的螺栓,暂 时不要拧的太½。
(四)前端盖的安装 ½前端盖对准机座的标记,用木锤均匀敲击端盖四周,使端盖½入止口,然后拧上端盖 的½固螺栓。Zui后按对½线上下、左右均匀地拧½前、后端盖的螺栓,在拧½螺栓的过程中,应边拧边转动转子,避免转子不同心或卡住。½下来是装前轴承内、外盖,先在轴承外盖孔插入一根螺栓,一手顶住螺栓,另一只手缓慢转动转子,轴承内盖也随之转动,用手感来对齐轴承内外盖的螺孔,½螺栓拧人轴承内盖的螺孔,再½另两根螺栓逐步拧½。
(五)安装风扇和皮带轮在后轴端安装上风扇,再装好风扇的外罩,注意风扇安装要牢固,不要与外罩有碰撞和 摩擦。装皮带轮时要修好键槽,磨损的键应重新配制,以保证连½可靠。 
五、电动机装配后的检验
(1)一般检查检查所有½固件是否拧½;转子转动是否灵活,轴伸端有无径向偏摆。
(2)测量绝缘电阻 测量电动机定子绕组每相之间的绝缘电阻和绕组对机壳的绝缘电 阻,其绝缘电阻值不能小于 0.5MQ。
(3)测量电流 经上述检查合格后,根据mingpai规定的电流电压,正确½通电源,安装好½地线,用钳形电流表分别测量三相电流,检查电流是否在规定电流的范围(空载电流约为额定电流的 1/3)之内;三相电流是否平衡。
(4)通电观察 上述检查合格后可通电观察,用转速表测量转速是否均匀并符合规定要 求;检查机壳是否过热;轴承有无异常声音。
| 


