直流电动机投入运行前要进行以下检查: (1)清除电动机外部的污垢、杂物,用压缩空气或吸尘器除尽电动机内部的灰尘和电shuafen末。对换向器、电刷装置、绕组、铁心及连接线等都要认真进行清洁。 (2)拆除与电动机连接的一切接线,用绝缘电阻表测量绕组对机壳的绝缘电阻。若绝缘电阻值低于5MΩ(500V以下的低压电动机)或50MΩ(500V以上的高压电动机),则应经干燥处理后再投入运行。 (3)检查换向器表面是否光洁。若有损伤及火花烧伤的痕迹,则应对换向器进行修理。即使看来似乎不太严重的伤痕也要认真修理,使表面平整光洁。否则,运行时将会产生不正常的火花,进一步加剧换向器的损伤程度。如此恶性循环,很快会使电动机无法正常运行,使换向器不能再修理,造成很大的损失。 (4)检查电刷装置安装得是否牢固,有无变形,位置是否正确,电刷的型号、规格和尺寸是否合适,电刷压簧的压力是否适当,电刷与换向器的接触面是否良好,以及电刷铜辫子是否都离开与外壳相连的金属部件。 (5)检查电刷与刷握的配合是否适当。电刷与刷握配合过松和过紧都容易引起火花,并加速电刷的磨损。电刷和刷握的允许间隙见表1。 表1 电刷与刷握的允许间隙 /mm 间隙范围 轴向 换向器旋转方向 宽度为5~16mm 宽度在16mm以上 Zui小间隙 0.2 0.1~0.3 0.15~0.4 Zui大间隙 0.5 0.3~0.6 0.4~1.0 (6)刷握与换向器或滑环(绕线型或滑环型电动机)之间的距离要保持2~4mm。 (7)检查电刷的引线是否完整,与电刷的连接是否牢固。当引线中折断的股数超过总股数的1/3时,就应更换引线。电刷引线的规格见表2。 表2 电刷引线的规格 (8)检查电动机的接线是否正确,连接是否牢固以及保护接地(接零)是否良好。 (9)检查电动机轴承是否缺油,转动是否灵活。 (10)检查电动机底脚螺栓是否坚固,机座是否已稳固在基础上。 (11)检查周围环境是否清洁,有无杂物。 (12)对于调速用的直流电动机,还应检查调速装置(如晶闸管整流装置)的情况,将励磁变阻器调到适当的位置,电位器调到Zui低转速的位置。 (13)对于直流发电机,还应检查励磁装置及控制设备的情况。 (14)检查与电动机相关的所有仪表和保护装置,以及它们的连接是否正确、良好;检查保护装置的动作整定值是否正确。
|

直流电动机电枢扫膛由于机械方面故障造成的,主要有以下几种:
(1)电枢上的物体,如钢丝或无纬玻璃丝带、槽楔、绝缘等松脱引起相擦。应针对具体情况重新包扎或加固。
(2)固定主磁极或换向极的螺栓松动,导致主磁极或换向极移位而相擦,只要拧紧松动的螺栓即可。
(3)端盖或机座止口磨损变形,端盖轴承孔磨损,使定子铁心与电枢不同心,造成相擦。处理方法是修理止口、端盖轴承孔镶套等,没有生产加工条件时,可更换端盖。
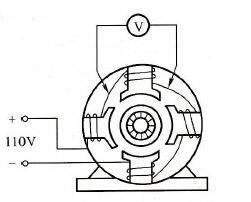
直流电动机定子绕组包括主磁极励磁绕组和换向极绕组,有的电动机还有补偿绕组等。定子绕组的常见故障有绕组开路、匝间短路、绝缘电阻过低以及检修后绕组接错等。 1.定子绕组开路。如果仅是励磁绕组开路,则没有励磁电流,电动机在加有电枢电压时会产生飞车事故,这时若不及时停机,将会造成严重的后果。如果是换向绕组或补偿绕组开路,则电枢中没有电流,电动机将停止运行。 定子绕组开路故障的检查方法很简单,可用万用表或绝缘电阻表分段对各个绕组线圈进行检查。 处理方法:如果断点明显,只需将断线重新焊接起来并作绝缘处理即可;如果断点看不见,无法作局部修理,则只好重绕绕组。 2.励磁绕组匝间短路。励磁绕组出现匝间短路故障时,会使电刷火花增大,加剧电动机的振动。 励磁绕组匝间短路故障的检查方法有交流降压法和直流降压法两种。交流降压法是将220V交流电源经过调压器降压或将220V电源经灯泡降压后加到励磁绕组两出线端上,然后用交流电压表逐次测量每个磁极励磁绕组上的电压。如果测得某一磁极绕组的电压值比其余磁极绕组的电压值小,则说明该磁极绕组存在匝间短路故障。
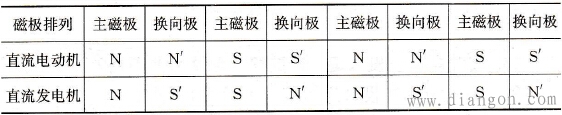
图 励磁绕组匝间短路故障的检查方法 直流降压法与交流降压法相同,只不过是将110V直流电源加到励磁绕组两出线端上而已。如果励磁绕组中只有少数几匝短路,则用直流电测量很难判断,宜改用交流降压法。因为交流电磁感应会使故障点严重发热,故很容易检查出来。 处理方法:如果绕组匝间短路点明显,短路匝数又不多,则可作局部修理,否则只好重绕绕组。 3.定子绕组对地短路。定子绕组严重受潮、绝缘损伤、导线碰及铁心,都会引起对地短路故障。严重受潮的电动机投入运行,会造成绝缘进一步恶化而损坏电动机。如果定子绕组只有一点接地,电动机尚能运行(也是不允许的);如果定子绕组有两点接地,则可能会引起短路故障而烧坏绕组。 定子绕组对地短路故障的检查方法如下:先用绝缘电阻表测量绕组的对地绝缘电阻,以判断是电动机严重受潮还是绕组有对地短路故障。如果证实是绕组接地,则打开励磁线圈(或换向线圈)之间的连接线,用绝缘电阻表或万用表逐个检查,直至查出是哪个线圈发生故障。Zui后,为了找到确切的短路点,可以将220V电源串一只灯泡(降压用)后去接通故障线圈的两出线端。如果发现某处有放电声、电火花或冒烟,则短路点就在此处。 处理方法:如果对地短路是由电动机严重受潮引起的,则只要经过干燥处理(必要时作浸漆处理)就可恢复正常;如果对地短路是由绝缘损坏所致,则应作局部绝缘处理。导线损伤较严重者,还需焊接损伤的导线;当无法作局部绝缘处理时,只好重绕绕组。 4.换向绕组和补偿绕组短路。当换向绕组及补偿绕组有短路点时,电动机电刷火花增大,绕组短路处会出现放电现象,短路处会发热、灼伤。 由于换向绕组和补偿绕组的电阻较小,通常用电桥测量各个极绕组的电阻值。正常时,各极绕组电阻值相互的差别不超过±5%。测得阻值小的,便是故障绕组。 处理方法:局部处理或重绕绕组。局部补焊时,先将烧损部位用锉刀修整成较整齐的缺口形状,再取同样厚薄的扁铜线制成与缺口一样的形状,嵌入缺口内,采用银铜焊将两者焊接牢固,然后用锉刀和砂布修理平整,包缠好绝缘。如果导线烧伤严重,作局部补焊困难时,可切断烧伤部分的导线,重新对接上一段同规格的铜线即可。注意,两导线应成45°斜角对接。如果无法作局部处理,则只好重绕绕组。 5.励磁绕组个别线圈极性弄错。励磁绕组个别线圈极性弄错时,将出现电动机起动困难、力矩减小、轻负载时转速上升、发电机输出电压过低等现象。 极性弄错的检查方法是:在励磁绕组中通入直流电,用指南针进行检查。正常时,各个磁极的N、S极是按顺序循环排列的。 6.换向绕组和补偿绕组极性弄错。换向绕组及补偿绕组极性弄错时,电动机电刷火花异常强烈。检查方法也是用指南针来判断,当各磁极顺着直流电动机旋转方向排列时,其相应的磁极极性应符合表中所给出的排列顺序。 表 主磁极、换向极的极性排列顺序(顺转向)
|