

PLC简介
可编程序控制器,英文称Programmable Controller,简称PC。但由于PC容易和个人计算机(Personal Computer)混淆,故人们仍习惯地用PLC作为可编程序控制器的缩写。它是一个以微处理器为核心的数字运算操作的电子系统装置,专为在工业现场应用而设计,它采用可编程序的存储器,用以在其内部存储执行逻辑运算、顺序控制、定时/计数和算术运算等操作指令,并通过数字式或模拟式的输入、输出接口,控制各种类型的机械或生产过程。
PLC是微机技术与传统的继电接触控制技术相结合的产物,它克服了继电接触控制系统中的机械触点的接线复杂、可靠性低、功耗高、通用性和灵活性差的缺点,充分利用了微处理器的优点,又照顾到现场电气操作维修人员的技能与习惯,特别是PLC的程序编制,不需要专门的计算机编程语言知识,而是采用了一套以继电器梯形图为基础的简单指令形式,使用户程序编制形象、直观、方便易学;调试与查错也都很方便。用户在购到所需的PLC后,只需按说明书的提示,做少量的接线和简易的用户程序编制工作,就可灵活方便地将PLC应用于生产实践。
PLC的结构
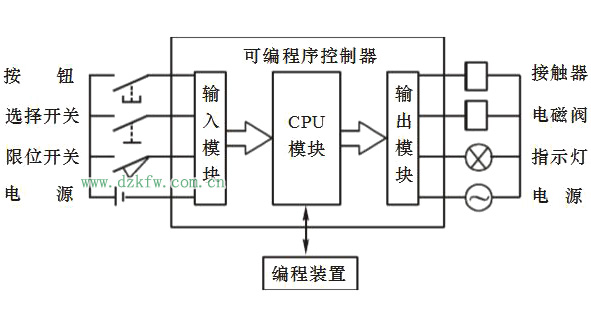
PLC的类型繁多,功能和指令系统也不尽相同,但结构与工作原理则大同小异,通常由主机、输入/输出接口、电源扩展器接口和外部设备接口等几个主要部分组成。PLC的硬件系统结构如下图所示:
1、项目背景
打叶复烤工艺和设备从国外引进以来已有近二十多年的历史,我国科技人员对设备的研究消化已经基本成熟,但在工艺研究上还处于延用状态,国内有针对性的自主研发较少。我国烟叶收购过程中采取扎把,扎把多用低等级烟叶,而且把头及易掺有塑料、尼龙、金属、动物毛发等多种非烟草杂质。打叶复烤作为卷烟企业制丝车间的工段,加工后产品的纯净度,片烟及烟梗的质量,对卷烟产品内在质量产生直接的影响。为满足卷烟工业发展需要,提升复烤片烟的品质、净化烟叶纯度,抓住卷烟生产过程的源头,对烟叶中等级较差、含杂质较多的把头进行单独处理,为此根据我国烟叶原料的特性,提出切除把头后进行叶、梗分类加工的工艺改进,提出切下把头,分类加工,均匀物料,合理打分,剔除杂物的烟梗单独打叶的新工艺-把叶分离打梗线。本项目在原有工艺的基础上进行改进,并充分利用原有设备。
2、本系统控制对象
新增翻箱喂料机1台、振动筛沙机1台、皮带输送机1台、打叶机2台、级间输送机2台、风分器2台、落料器4台、叶收集皮带机2台、风机4台、振动筛分机1台、振动输送机1台,共21台设备25台电机。
原有设备皮带输送机3台、进筒振槽1台、润叶筒1台、选叶台1台、汇总皮带机1台,共7台设备11台电机。
3、设计方案
3.1工艺流程

本系统翻箱喂料机将烟框中的烟梗(烟把头)通过机械装置翻转倒入储料装置,通过储料装置底带输送到后续设备。
润梗机的作用是将前方送来的烟梗加温加湿,使烟把头达到一定的水份和温度,以便于后续处理,减少烟叶的造碎。
振动筛砂机将烟梗中的灰尘、沙石等杂质筛除,选梗台将前方送来的物料人工精细挑选,去除杂质及霉烂不合物料,进一步提高原料的纯度。
一打、二打打梗机将烟梗带有的叶片从烟梗上撕裂下来,一分、二分风分器把经过打梗机处理从烟梗剥离出来的叶片与烟梗头通过风力分选出来。
3.2 控制目标
打梗线电控系统将原有改造设备和新增设备溶入一个系统单独控制,此系统共控制36台电机。其中翻箱喂料机底带电机1台、润叶筒滚筒电机1台、打叶机2台、风机2台共6台电机由变频器启动,变频器选用Danfoss公司VLT2800、FC301带PROFBUS网卡;另外2台风机由于正常状态下满负荷运行,采取接触器Y/△启动;其余28 台电机全部由接触器直接启动。总装机功率为217.1KW。
梗打线PLC选用SIEMENS公司S7-300-2DP带PROFBUS接口PLC。
3.3 低压配电
动力部分采用交流380V电源,经总电源开关下端由母线排进行动力电源分配;控制部分PLC、中间继电器和检测器件采用直流24VDC供电、接触器采用交流220V供电。
3.4 电机回路
电机回路均由空气开关、隔离开关和接触器(变频器)构成。
3.5控制回路
每台电机控制回路由空气开关辅助触点、隔离开关常闭触点启动触点、变频器故障点进入PLC参与控制。
3.6 控制模式
3.6.1电气上可实现“单机/自动”功能选择,当选择“单机”功能时,可分别对每台设备进行单独启/停操作;当选择“自动”功能时,打梗线线和整条打叶生产线联锁,实现自动运行。
3.6.2电控柜门板上安装有SIEMES公司MP270触摸屏,可对梗打线设备的运行状态、报警状态、工艺参数等进行监控、操作和修改。
3.6.3变频器带有通信网卡,PLC、触摸屏和变频器通过总线方式连成网络,通过触摸屏可对变频器的运行参数、状态进行监控和操作。
3.6.4打梗线电控外围系统包括36个隔离开关组成。隔离开关带有启动触点,就近安装在设备机身上,对其所控制范围内设备的操作和控制。
3.6.5控柜顶部装有警灯和警铃,可对开机预警和故障进行声光提示。

1 1900这个参数,原来我都是1910 1960分别做的,K版以前讲过可以用1900
但是一直没有去看这个参数,这次看了视频的讲解,很明确了。 这个参数是他们的组合。
2 而且1960的优化关于其到底空载还是带载我觉得还有很多的人可能也不明确,
这次专家也给出了明确的答案,
1960=1 2 时空载
1960=1 2 时带载
可能这个还要根据现场的实际情况去操作,有的负载因为不能带载优化。
3 V/F控制方式时的优化
之前我一般都是P0340必做,1910看心情。1960不做,这次也是看了专家的讲解,以后1910也必须要做。不能为了图省事。
4 R3925这个参数这次算是一个新知识点
注意了,自己可能用不到,但是如果帮别人解决问题的时候,可能看一下就知道优化到底做了几步。
对于分析判断问题有帮助。

5 主从控制那个案例,这个长见识了。
没有使用编码器也可以啊,以前我一直认为主从没有编码器没法用,跟别人也是这么讲的,看来也有人用SLVC做主从。
是啊,这是个趋式:科技让使用越来越简单。
刚入行时,调速装置是模拟电路的,要调整系统的特性要一个电位器一个电容的慢慢调,要边调边测边试,万用表示波器是必不可少的工具。那时的接线也要严格按教课书来,三相主电源与同步电源的相序**不能错,否则就是咣当一炮;那时小容量系统直流侧也要加快开,否则可控硅的保护来不及;那时1000A左右的装置可控硅就要并联,单个可控硅*大到800A,国产IGBT还没有影子;失量控制及DTC还只是理论,变频就是V/F;那时自动化的操作系统还是DOS,要记一堆的操作命令;那时的计算机房进门还要换拖鞋;那时通讯还很贵,许多现场宁愿走成千上万的硬线,也不敢放一根网线;以前做个多轴同步,那就是个省部级大项目……
现在呢,现场调试,只要接线无误,你可以把螺丝刀、万用表及示波器扔的远远的;现在主回路进线不要求相序,你随意;现在一个可控硅可以做到4000A,5000A,IGBT/IGCT早就国产了,失量控制及DTC早早就深入人心,甚至无编码器的失量控制及DTC都做的比以前有编码器做的性能更好了;现在操作系统已经是WIN10了,通讯已经PN了,介质已经光纤或者WIFI了,鬼知道下一步还能做什么?现在做个多轴同步,那就是小意思……
4、结论
通过对传统工艺的改进,把叶分离加工,克服了原有工艺解把率不高,烟叶造碎打的问题,项目实施后,解把率达到90%以上,提高打叶效果,增加出片率。解决传统工艺烟叶润叶过程中水份、温度不均匀问题,使叶含梗、梗含叶、碎片率及质量得到很好的控制,大大提高了生产能力。
- 6ES7214-1BG40-0XB0参数 2023-10-26
- 6ES7212-1HE40-0XB0参数 2023-10-26
- 6ES7212-1AE40-0XB0参数 2023-10-26
- 6ES7212-1BE40-0XB0参数 2023-10-26
- 西门子CPU模块6ES7215-1HG40-0XB0 2023-10-26
- 西门子CPU模块6ES7215-1AG40-0XB0 2023-10-26
- 西门子CPU模块6ES7215-1BG40-0XB0 2023-10-26
- 阳江西门子电缆6XV1840-2AH10 2023-10-26
- 河源西门子电缆6XV1840-2AH10 2023-10-26
- 汕尾西门子电缆6XV1840-2AH10 2023-10-26